Parameter sumber daya las
 Sumber arus pengelasan harus memastikan pembakaran busur yang stabil, stabilitas mode pengelasan dan pemeliharaan instalasi yang aman. Persyaratan ini dipenuhi dengan pemilihan parameter catu daya yang benar: tegangan tanpa beban, karakteristik eksternal, metode penyesuaian arus pengelasan.
Sumber arus pengelasan harus memastikan pembakaran busur yang stabil, stabilitas mode pengelasan dan pemeliharaan instalasi yang aman. Persyaratan ini dipenuhi dengan pemilihan parameter catu daya yang benar: tegangan tanpa beban, karakteristik eksternal, metode penyesuaian arus pengelasan.
Tegangan sirkuit terbuka dipilih berdasarkan busur api yang andal dan keamanan dalam layanan. Meningkatkan voltase membuatnya lebih mudah untuk memukul busur, tetapi pada saat yang sama meningkatkan bahaya cedera pada tukang las. Selain itu, peningkatan tegangan rangkaian terbuka catu daya AC (trafo las) menyebabkan peningkatan arus magnetisasi dan penurunan cosφ.
Arus bolak-balik tegangan pengapian busur adalah 50 — 55 V, oleh karena itu tegangan rangkaian terbuka tidak boleh lebih rendah dari nilai ini. Batas atas nilai Uо dibatasi oleh kondisi keselamatan dan 60 — 75 V, dan untuk trafo las 2000 A tidak boleh melebihi 90 V.Busur listrik DC terjadi pada tegangan yang lebih rendah, sekitar 30 — 40 V. Tegangan rangkaian terbuka arus catu DC berkisar antara 45 — 90 V.
Karakteristik eksternal produk listrik (perangkat) — ketergantungan tegangan pada terminal produk listrik (perangkat) pada arus yang mengalir melalui beban yang terhubung ke terminal ini. (GOST 18311-80).
Karakteristik eksternal dari sumber daya pengelasan adalah ketergantungan tegangan pada terminal keluarannya Un arus listrik memuat

Berdasarkan sifat ketergantungan ini, karakteristik eksternal dapat berupa (Gbr. 1):
1) jatuh,
2) sulit,
3) meningkat.
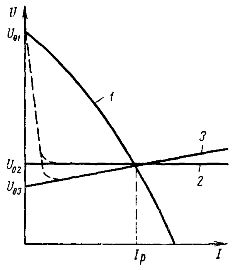
Beras. 1. Jenis karakteristik eksternal sumber daya busur: 1 — jatuh, 2 — padat, 3 — meningkat.
Busur dan sumber daya membentuk sistem yang akan berada dalam kesetimbangan stabil jika perubahan acak dalam kekuatan arus berkurang seiring waktu, yaitu sistem akan kembali ke keadaan awal.
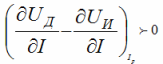
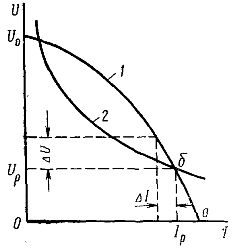
Kondisi stabilitas dalam mode statis direduksi menjadi fakta bahwa perbedaan antara turunan tegangan sehubungan dengan arus karakteristik statis busur dan sumber daya pada titik operasi adalah positif
Kondisi terpenuhi jika dengan karakteristik busur turun maka karakteristik luar sumber listrik akan semakin turun dan dengan karakteristik busur naik maka karakteristik eksternal sumber akan semakin sedikit naik.
Gambar 2 menunjukkan karakteristik penurunan gabungan dari sumber daya 1 dan busur 2. Saat elektroda menyentuh benda kerja, arus hubung singkat mengalir melalui rangkaian pengelasan yang sesuai dengan titik a.Ketika elektroda ditarik, busur terjadi, tegangan meningkat di sepanjang kurva 1 ke titik b, sesuai dengan pembakaran busur yang stabil.
Beras. 2. Gabungan karakteristik sumber daya eksternal (1) dan karakteristik tegangan arus busur (2).
Karakteristik eksternal jatuh digunakan dalam mesin las manual, di mana perlu untuk menjamin stabilitas busur dan perubahan kecil pada arus pengelasan saat mengubah panjang busur. Perubahan tegangan karena perubahan panjang busur dengan jumlah tertentu ΔU (Gbr. 2) menyebabkan sedikit perubahan arus pengelasan sebesar ΔAz.
Karakteristik eksternal yang jatuh memberikan kelipatan kecil dari arus hubung singkat, yang tidak boleh melebihi 1,4 Pada arus hubung singkat yang tinggi, sumber daya mengalami kelebihan beban yang besar, dan kualitas pengelasan serta keamanan layanan memburuk karena percikan logam.
Sumber dengan karakteristik padat dan meningkat digunakan untuk pengelasan busur terendam dan gas pelindung (argon, karbon dioksida).
Dalam kebanyakan kasus, karakteristik eksternal yang jatuh dari catu daya lebih tepat. Dalam sumber daya pengelasan, itu dibuat oleh penurunan tegangan pada sumber itu sendiri atau dalam resistansi terpisah yang termasuk dalam rangkaian pengelasan.
Dalam kasus umum, persamaan karakteristik eksternal adalah nonlinier dan berbentuk
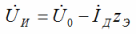
di mana Uo adalah tegangan sirkuit terbuka dari sumber daya, zd adalah resistansi total yang setara dari sumber daya bersama dengan resistansi tambahan, Azd adalah arus busur.

Regulasi arus pengelasan diperlukan saat mengelas bagian dengan ketebalan berbeda.Untuk tujuan ini, sumber daya dilengkapi dengan perangkat untuk penyesuaian arus pengelasan bertahap atau halus, yang memberikan kemungkinan operasi pada karakteristik yang berbeda (Gbr. 3).
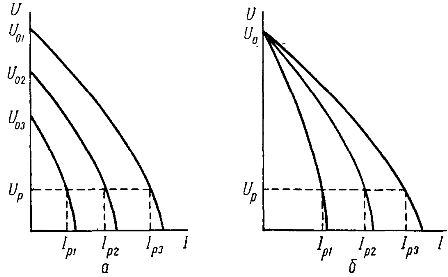
Beras. 3. Karakteristik eksternal dari sumber energi busur saat menyesuaikan arus pengelasan: a — dengan mengubah tegangan rangkaian terbuka Uo, b — mengubah resistansi ekuivalen ze.
Mode operasi sumber daya pengelasanbekerja dalam mode periodik dicirikan oleh durasi relatif PR, yang merupakan bagian dari waktu operasi berkelanjutan di bawah beban dari durasi seluruh siklus kerja.
PR biasanya dinyatakan sebagai persentase
dimana τp — waktu operasi berkelanjutan di bawah beban, τn — waktu jeda, τc adalah waktu siklus kerja.
Jika sumber daya terputus dari jaringan selama istirahat, mereka tidak berbicara tentang durasi PR, tetapi durasi aktivasi PV, yang ditentukan dengan cara yang sama dengan durasi operasi (PR).
Durasi relatif PR adalah parameter paspor sumber daya, yang harus diperhitungkan saat memilih sumber dan operasinya. Melebihi PR relatif terhadap paspor menyebabkan panas berlebih dan kerusakan pada peralatan las.
Ketika sumber beroperasi dalam mode pengenal, arus yang diijinkan ditentukan oleh rasio
di mana indeks «n» merujuk ke parameter nominal dan «d» ke parameter mode aktual. Dalam mode kontinu PR = 100%.