Jenis dan desain tungku hambatan listrik tidak langsung
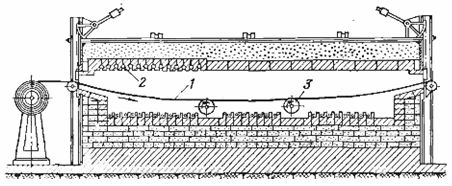
 Metode bongkar muat produk yang dipanaskan, serta metode pemindahannya tungku resistansi listrik sangat menentukan sifat desain dan operasionalnya. Dalam gambar. Gambar 1 menunjukkan jenis-jenis utama tanur resistansi listrik, baik aksi intermiten (sel) maupun aksi kontinyu (metodis), yang menggambarkan perkembangan cara mekanisasinya.
Metode bongkar muat produk yang dipanaskan, serta metode pemindahannya tungku resistansi listrik sangat menentukan sifat desain dan operasionalnya. Dalam gambar. Gambar 1 menunjukkan jenis-jenis utama tanur resistansi listrik, baik aksi intermiten (sel) maupun aksi kontinyu (metodis), yang menggambarkan perkembangan cara mekanisasinya.
Nomor I menunjukkan jenis tungku batch di mana produk tidak bergerak selama proses pemanasan dan hanya bongkar muat yang dimekanisasi.
Indeks 1 mengacu pada oven ruang dengan pintu samping di mana biasanya barang-barang kecil dimasukkan secara manual ke dalam ruang. Ini adalah oven universal tanpa mekanisasi.
Indeks 2 — tungku poros dengan tutup bukaan. Di sini, bongkar muat produk dilakukan melalui bukaan atas tungku dan karenanya dapat dimekanisasi menggunakan derek bengkel atau kerek yang terletak di atas tungku.Mengangkat dan menarik penutup ke samping dapat dilakukan secara manual (dengan tuas) atau dengan bantuan derek atau kerekan atau terakhir dengan bantuan mekanisme hidrolik atau elektromekanis khusus.
Indeks 3 sesuai dengan tungku lonceng. Kitnya mencakup beberapa dudukan berlapis, di mana lonceng (bel) dengan pemanas dapat dipasang dengan bantuan derek. Bongkar muat dilakukan dengan menggunakan derek jembatan dengan tutup dilepas (dipasang di dudukan lain). Memindahkan kap dari satu dudukan ke dudukan lainnya juga dilakukan dengan menggunakan tepi jembatan.
Indeks 4 - tungku ruang bogie. Oven ini dirancang untuk memanaskan barang berukuran besar yang tidak dapat dimuat secara manual. Ruang tungku itu sendiri berdiri di atas kolom (atau fondasi), dan dasarnya adalah troli berlapis, yang, dengan bantuan winch atau penggerak yang terletak di atasnya (bergerak sendiri), dapat bergerak di atas rel dari bawah tungku. Pemuatan dan pembongkaran gerobak dilakukan dengan derek di atas kepala.
Indeks 5 menandai oven elevator. Ruang tungku berdiri di atas kolom tinggi, bagian bawahnya dapat dinaikkan ke dalam tungku atau diturunkan dengan beban menggunakan lift hidrolik. Di posisi bawah, bagian bawah tungku menjadi penggulungnya di atas rel dan dapat dimuat dan diturunkan dari bawah tungku di bengkel di bawah derek di atas kepala. Tungku desain 2, 3 dan 5 dapat disegel dan dioperasikan dalam suasana khusus atau ruang hampa.
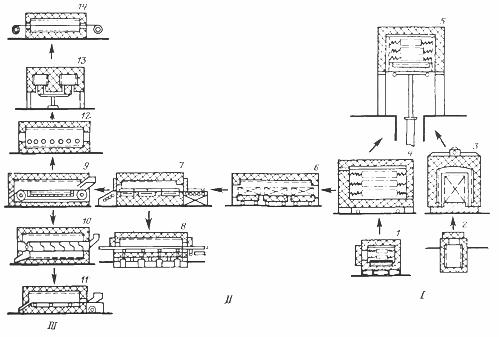
Beras. 1. Jenis utama tungku pelana dan tungku batch
Dalam angka II dan III tungku kontinyu ditunjukkan, di mana produk yang dipanaskan berpindah dari satu ujung tungku ke ujung lainnya, dan tungku nomor II ditunjukkan, di mana pergerakan produk dilakukan secara berkala, dalam tendangan, dan gambar III menunjukkan tungku, di mana gerakan ini berlangsung terus menerus.
Indeks 6 — tungku terowongan, di mana produk ditempatkan di gerobak yang ditumpuk, melewati ruang tungku berbentuk terowongan. Setelah jangka waktu tertentu, semua gerobak bergerak dengan panjang yang sama dengan panjang satu gerbong, salah satunya meninggalkan oven bongkar muat, sedangkan dari ujung berlawanan dari oven, gerobak lain yang dimuat masuk ke kamarnya.
Indeks 7 menunjukkan oven ekstrusi Palet produk tahan panas dipasang di meja pemuatan (kanan). Pintu di ujung oven dibuka secara berkala dan pendorong (hidrolik atau elektromekanis) mendorong palet ke dalam oven, memaksa seluruh baris palet yang terletak di oven pada rel tahan api perapian untuk bergerak. Dalam hal ini, baki paling kiri keluar dari oven, setelah itu pintunya ditutup.
Indeks 8 menandai tungku perapian untuk pejalan kaki. Di bagian bawah tungku, sesuai dengan panjangnya, dipasang balok tahan panas, yang, melalui penggerak, menerima gerakan bolak-balik. Dalam hal ini, balok sebelum pindah dari ujung pemuatan tungku diangkat dari alur di bagian bawah, bagian bawah oven dan memindahkannya di sepanjang oven. Sebelum gerakan mundur balok diturunkan ke alur bagian bawah, produk duduk di bagian bawah dan tidak ikut serta dalam gerakan balik balok. Dengan cara ini, produk secara berkala, secara bertahap, bergerak melalui tungku dari ujung pemuatan ke ujung pembongkaran.
Indeks 9 untuk oven konveyor.Di ruang tungku, konveyor rantai direntangkan di atas dua poros, yang jaringnya terdiri dari jaring anyaman atau rantai yang dicap atau dilemparkan. Saat poros penggerak (di sisi pelepasan) berputar, konveyor bergerak dengan lancar, membawa serta produk yang dimuat ke atasnya di ujung pemuatan (kanan) tanur. Konstruksi konveyor bisa sangat berbeda.
Indeks 10 mengacu pada rotary kiln. Sekrup terletak di ruang tungku - drum tahan panas dengan spiral Archimedean. Saat drum berputar, produk menggelinding ke dalam drum, bergerak secara bertahap dari ujung pemuatan ke ujung pengosongannya.
Indeks 11 menunjukkan tungku berdenyut dengan tungku. Di bagian bawah ruangan, oven berada di atas rol perapian tahan panas dalam bentuk palung, di mana ujung pemanas tungku (di sebelah kanan) diatur dengan bagian yang dipanaskan. Dengan bantuan penggerak eksentrik, pod menerima gerakan bolak-balik, dan gerakan mundurnya (menuju pemuatan) mulus, dan menuju pembongkarannya tajam, di bawah aksi pegas dengan guncangan pada peredam kejut. Karena itu, produk selama gerakan mundur mengikuti jalur yang sama seperti di bawah ini, sedangkan selama gerakan maju, dengan momentum tumbukan, meluncur ke depan relatif terhadap perapian. Akibatnya, produk secara bertahap dipindahkan oleh pulsa dari ujung pengisian tungku ke pelepasan.
Indeks 12 menunjukkan tungku dengan meja rol. Rol tahan panas dipasang di bagian bawah bilik, perlahan-lahan berputar berlawanan arah jarum jam. Oleh karena itu, produk yang ditempatkan pada rol di sebelah kanan (tidak seperti tiga jenis tungku sebelumnya, tungku ini dirancang untuk memanaskan produk besar) secara bertahap diangkut di sepanjang tungku ke ujung pelepasannya.
Indeks 13 mengacu pada rotary kiln. Ini pada dasarnya adalah luka oven konveyor pada sebuah cincin. Perapian berputar berbentuk cincin menyebabkan produk yang ditempatkan di atasnya melalui pintu pemuatan (di dinding samping tidak ditunjukkan pada gambar) untuk menyelesaikan lingkaran penuh di dalam tungku ke pintu bongkar yang terletak di sebelah pintu pemuatan.
Indeks 14 untuk tungku gambar yang digunakan untuk memanaskan kabel atau strip. Di ujung tungku terdapat drum dengan kawat atau selotip yang direntangkan di antaranya. Saat gulungan berputar dari salah satunya, pita (atau kawat) berputar dan membungkus yang lain.

Desain tungku suhu rendah
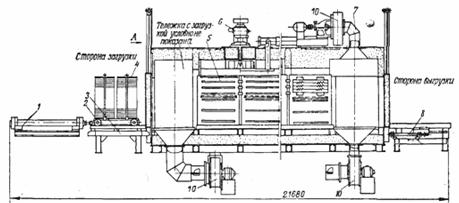
Tungku suhu rendah tidak bisa sangat efisien karena koefisien perpindahan panas konveksi alami rendah. Prosesnya dapat ditingkatkan dengan memperkenalkan sirkulasi buatan dengan memasang kipas hisap di atap tungku atau kabinet, dan untuk mengurangi konsumsi panas untuk memanaskan udara, dapat diatur secara melingkar. Dalam hal ini, kipas, menyedot udara di bagian atas tungku, menggerakkannya di sepanjang saluran berinsulasi panas samping dan meniupnya keluar di bagian bawah tungku.
Jika produk perlu dikeringkan dan oleh karena itu menghilangkan kelembapan yang menguap dari bagian yang dipanaskan, maka sirkulasi campuran diatur, di mana sebagian udara dihisap oleh kipas dari kabinet, dan sebagian lagi dari ruangan (Gbr. 2). Suhu pemanasan maksimum produk dalam oven dan pengering jenis ini biasanya tidak melebihi 200 — 300 ° C.
Beras. 2. Oven sirkulasi alami: 1 — elemen pemanas, 2 — rangka luar, 3 — rangka dalam, 4 — insulasi termal, 5 — rak bagian, 6 — peredam untuk pengaturan udara.
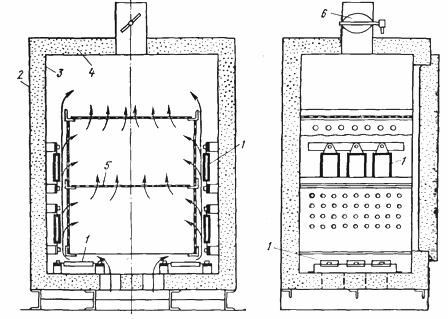
Desain tungku loop tertutup untuk memanaskan produk logam kecil dalam lapisan atau produk panjang ditunjukkan pada Gambar. 3.
Beras. 3. Tungku ruang dengan sirkulasi paksa atmosfer dan pemanas listrik
Ini adalah tungku poros untuk memanaskan produk baja, di mana keranjang bahan tahan panas dengan jaring atau dasar berlubang dimasukkan dan diisi dengan produk yang akan dipanaskan.
Pemanas terletak di sisi oven, di sekitar keranjang, tetapi dipisahkan darinya oleh layar tahan panas untuk mencegah radiasi langsung dan panas berlebih yang terkait dengan produk yang berdekatan dengan dinding keranjang. Di bagian bawah, oven dilengkapi dengan kipas yang menggerakkan udara panas melalui keranjang. Udara ini kemudian dibelokkan secara radial ke dalam ruang melingkar antara keranjang dan dinding oven dan dipanaskan, mencuci pemanas.
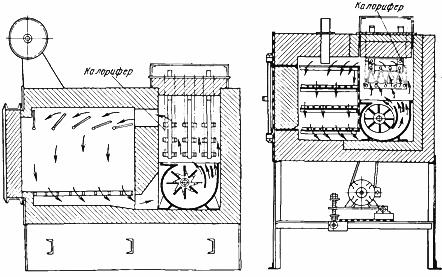
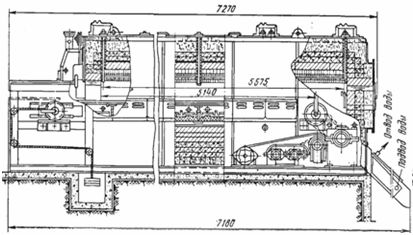
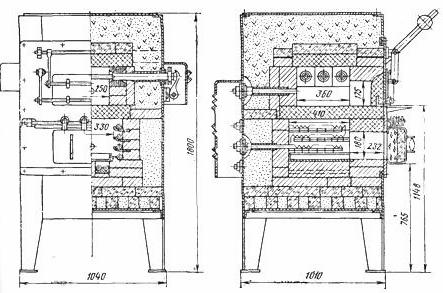
Dalam gambar. 4 menunjukkan oven untuk mengeringkan elektroda las pada suhu 400 ° C. Daya tungku 210 kW, elektroda ditempatkan pada gerobak, rangka dan dengan bantuan pendorong dan penarik hidrolik dilakukan melalui oven. Tungku memiliki kipas internal 6 serta kipas eksternal 10.
Pemanas terletak di dinding samping tungku. Jadi, dalam oven ini aliran udara diarahkan tegak lurus dengan garis pergerakan produk. Tungku semacam itu dapat dibangun multi-zona.
Beras. 4. Oven pengering pendorong listrik: 1 — pendorong, 2 — gerobak, 3 — meja, 4 — bingkai untuk menempatkan elektroda, 5 — ruang pemanas, 6 — kipas tungku, 7 — saluran udara, 8 — kapal keruk, 9 — lift pintu hidrolik drive, 10 — kipas eksternal
Desain tungku suhu sedang
Tungku suhu sedang untuk perlakuan panas sangat beragam. Tungku universal yang paling sederhana dan sekaligus adalah tungku kamar (Gbr. 5). Ini terdiri dari ruang persegi panjang dengan lapisan tahan api dan insulasi termal, ditutupi dengan atap dan ditempatkan di selubung logam.
Tungku dimuat dan dibongkar melalui lubang di dinding depan, ditutup dengan pintu. Pemanas terletak di perapian dan di dinding samping tungku, lebih jarang di atap. Dalam oven yang sangat besar, pemanas terletak di bagian belakang oven dan di pintu untuk memastikan distribusi suhu yang lebih merata di dalam ruang oven. Pemanas bawah biasanya ditutupi dengan pelat tahan api tempat produk yang dipanaskan ditempatkan.
Pintu tungku ruang biasanya terbuat dari pengangkat, dalam oven kecil dengan penggerak manual atau kaki (dengan penggerak kaki tangan pekerja tetap bebas), dalam oven yang lebih besar - dengan penggerak elektromekanis. Dalam kasus kedua, sakelar batas dipasang di posisi atas dan bawah pintu, yang mematikan motor listrik di posisi ujung.
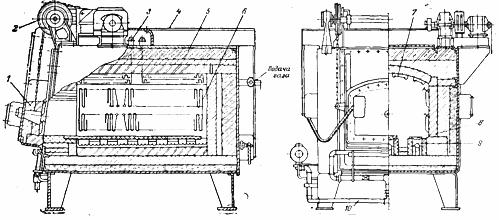
Beras. 5. Kamar tungku listrik dengan pemanas logam dan tirai api: 1 — pintu, 2 — mekanisme pengangkatan pintu, 3 — outlet pemanas, 4 — casing, 5 — pelapis, 6 — pemanas samping, 7 — pemanas atap, 8 — perapian, 9 — pemanas, 10 — perangkat tirai api.
Tungku ruang pada troli digunakan untuk anil atau perlakuan panas lainnya dari bagian besar yang tidak dapat dimuat ke dalam tungku secara manual.Tungku ini adalah ruang tanpa alas dan biasanya tanpa dinding depan yang berdiri di atas kolom (Gbr.6) dan troli di atas rol, tempat perapian dan dinding depan tungku dipasang, bergerak di atas rel dengan bantuan penggerak listrik atau winch elektromekanis. Troli dimulai dari bawah oven, bagian-bagiannya dimuat ke atasnya dengan derek, kemudian bergerak di bawah bilik dan oven dinyalakan untuk pemanasan.
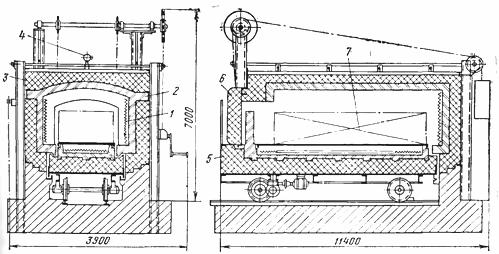
Beras. 6. Tungku kamar dengan perapian bogie: 1 — pemanas, 2 — batu tahan api, 3 — insulasi panas, 4 — termokopel, 5 — laci, 6 — pintu, 7 — sangkar
Setelah akhir siklus anil, gerbong kembali meninggalkan tungku dan diturunkan. Pemanas tungku biasanya terletak di dinding samping, belakang dan depan dan di perapian, dan terkadang juga untuk memberikan pemanasan yang lebih merata di sepanjang lemari besi. Pemanas dinding bawah dan depan ditenagai oleh kabel fleksibel atau kontak bilah. Tungku semacam itu hanya ekonomis dengan muatan besar, mencapai kapasitas 100 ton atau lebih dan kapasitas 3000 — 5000 kW.
Kelompok umum kedua dari tungku batch adalah tungku poros. Dibuat dalam bentuk poros bulat, persegi atau persegi panjang, terbuka di bagian atas dan ditutup dengan penutup (Gbr. 7).
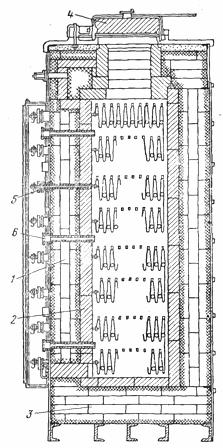
Beras. 7. Tungku listrik poros: 1 — pemanas, 2 — bata tahan api, 3 — insulasi termal, 4 — penutup tungku, 5 — saluran keluar pemanas, 6 — termokopel.
Pemanas di tungku poros biasanya dipasang di dinding samping (pemanas bawah jarang dipasang, apalagi di tungku persegi panjang datar). Kadang-kadang dalam tungku bundar yang dirancang untuk memanaskan muatan silinder berongga (bundel kawat, gulungan timah), selain itu, pemanas sentral vertikal terletak di sepanjang sumbu. Pemandu tahan panas khusus melindungi pemanas dari kerusakan saat barang ditempatkan atau dikeluarkan dari oven atau keranjang barang.
Tungku poros terkadang dibuat sangat dalam untuk perlakuan panas poros dan pipa (kedalaman 10 m atau lebih) dengan beberapa zona panas untuk memastikan pemanasan yang seragam di sepanjang ketinggian. Pada saat yang sama, sekumpulan pipa dikumpulkan di luar tungku, dipasang dalam suspensi khusus dan diturunkan ke dalam tungku dengan derek.
Tungku ini kurang fleksibel dibandingkan tungku ruang, tetapi dalam beberapa kasus mereka memiliki keuntungan yang signifikan. Memuat dan menurunkan produk berat ke dalam tungku dapat dengan mudah dilakukan dengan derek jembatan konvensional di bengkel, atau jika tidak tersedia, maka dengan kerekan atau balok. Mereka mengambil lebih sedikit ruang karena biasanya terkubur di tanah untuk memudahkan perawatan. Mereka mudah disegel dan dengan demikian mengurangi oksidasi produk dengan membuat segel pasir, minyak atau air untuk tutupnya.
Karena kekompakannya yang lebih besar dan penyegelan penutup yang lebih baik dibandingkan dengan pintu, kerugian tungku ini lebih kecil daripada tungku ruang dan berjumlah 15 hingga 25% dari daya nominal.
Konstruksi tungku metodis berbeda terutama tergantung pada penggunaan satu atau mekanisme lain untuk memindahkan produk yang dipanaskan di dalam tungku. Jadi, oven konveyor memiliki konveyor - jaring tak berujung yang direntangkan di antara dua poros, salah satunya mengarah dan digerakkan untuk berputar oleh motor khusus. Bagian ditempatkan pada konveyor secara manual atau dengan pengumpan khusus dan dipindahkan dari ujung pemuatan tungku ke ujung bongkar.
Beras. 8. Tungku Pengerasan Konveyor Listrik
Sabuk konveyor terbuat dari jaring nichrome yang dikepang (untuk bagian yang paling ringan) atau dari pelat dan batang yang dicap yang menghubungkannya, dan untuk bagian yang berat - dari sambungan rantai yang dicap atau dicor. Dalam kasus terakhir, poros penggerak konveyor bergigi dan berperan sebagai roda gigi, yang giginya berada di antara sambungan rantai.
Konveyor dapat ditempatkan di ruang oven secara keseluruhan, bersama dengan dua poros, dalam hal ini dipanaskan sepanjang waktu dan oleh karena itu panas yang terakumulasi di dalamnya disimpan.
Kerugian dari desain ini adalah: kondisi pengoperasian yang sangat sulit dari dua poros konveyor di zona suhu tinggi, kesulitan dalam perbaikannya (aksesibilitas rendah) dan ketidaknyamanan memuat komponen di permukaan konveyor yang panas. ini harus mendinginkan poros dengan air, yang menyebabkan kehilangan panas yang cukup signifikan Karena itu, ujung konveyor dan cabang bawahnya sering kali terlepas dari lapisan. Secara alami, dalam hal ini konveyor mendekati ujung bermuatan dari tungku yang didinginkan, dan oleh karena itu panas yang terakumulasi olehnya menghilang. Kehilangan panas ini lebih besar dibandingkan air pendingin dalam oven konveyor tertutup.
Pemanas di tungku konveyor sebagian besar terletak di atap dan di perapian, di bawah cabang atas konveyor, lebih jarang di dinding samping ruangan. Tungku konveyor hanya digunakan untuk memanaskan bagian yang relatif kecil hingga 900 ° C, karena pada suhu yang lebih tinggi, pengoperasian bagian konveyor yang dimuat secara mekanis menjadi tidak dapat diandalkan.
Kelompok khusus terdiri dari apa yang disebut tungku peregangan, yang digunakan untuk memanaskan kabel atau strip baja dan logam non-besi.Mereka adalah ruangan dengan pemanas yang dilalui strip atau bundel kabel dengan kecepatan tinggi (hingga 0,5 m / s) (gbr. sembilan). Dalam tungku peregangan, pemanasan yang sangat seragam tercapai dan cacat perlakuan panas dapat dikurangi menjadi nol.
Beras. 9. Tungku peregangan sabuk: 1 - sabuk yang dipanaskan, 2 - pemanas tungku, 3 - rol pendukung.
Desain tungku suhu tinggi
Yang paling umum adalah kelompok tungku dengan pemanas karburund. Pemanas carborundum dapat beroperasi hingga 1450 ° C, oleh karena itu tungku dengan pemanas carborundum mencakup kisaran 1200 — 1400 ° C. Mereka berbeda dari tungku suhu sedang dengan lapisan yang lebih tebal yang terdiri dari setidaknya tiga lapisan.
Karena resistansi batang berubah secara signifikan selama pemanasan dan, terlebih lagi, untuk menghindari kerusakannya, diperlukan pemanasan yang relatif lambat hingga 850 ° C pada tegangan rendah, maka tungku suhu tinggi dengan pemanas carburund dilengkapi dengan transformator kontrol, yang memungkinkan perubahan tegangan suplai dalam langkah kecil setidaknya dalam rasio 2:1.
Ini juga diperlukan, karena selama operasi batang menua, meningkatkan resistansinya, akibatnya perlu untuk meningkatkan tegangan yang disuplai untuk mempertahankan daya tungku sebelumnya.
Karena penuaan, yang terjadi dengan intensitas yang berbeda untuk masing-masing batang, tidak disarankan untuk menghubungkannya secara seri karena kemungkinan perubahan resistansi yang berbeda selama pemanasan.Di sisi lain, jika salah satu palang yang terhubung secara paralel gagal, maka tidak dapat diganti dengan yang baru, karena resistansi palang lainnya telah meningkat, semuanya harus diganti dengan yang baru, atau diambil dari yang lama. , bar yang sudah berfungsi, masing-masing dengan resistansi yang sesuai untuk kondisi ini.
Beras. 10. Ruang tungku suhu tinggi. Ruang bawah dengan pemanas logam digunakan untuk pemanasan, ruang atas untuk suhu tinggi dengan pemanas silikon karbida.