Klasifikasi sistem kontrol menurut algoritma operasi
 Nilai variabel terkontrol dan sifat perubahannya, seperti yang telah kita lihat, bergantung pada sejumlah faktor: pengaruh latar, waktu, pengaruh yang mengganggu, dll. faktor-faktor ini.
Nilai variabel terkontrol dan sifat perubahannya, seperti yang telah kita lihat, bergantung pada sejumlah faktor: pengaruh latar, waktu, pengaruh yang mengganggu, dll. faktor-faktor ini.
Setiap sistem otomatis ditentukan oleh sifat algoritme fungsinya (hukum reproduksi), sifat algoritme kontrolnya, dan ada (tidak adanya) kemampuan untuk beradaptasi sendiri. Karakter ini adalah dasar dari klasifikasi sistem otomatis.
Berdasarkan sifat algoritme yang berfungsi, sistem otomatis dibagi menjadi stabilisasi, pelacakan, dan perangkat lunak.
Sistem stabilisasi V nilai yang dapat disesuaikan y untuk setiap gangguan F (f) yang bekerja pada sistem, pengontrol dijaga konstan dan sama dengan nilai yang diberikan yo dalam toleransi y = yo + Δy,
dimana Δy — penyimpangan dari nilai yang dikendalikan tergantung pada besarnya gangguan F (t) yang bekerja pada sistem.
Tindakan penyetelan x (t) dalam sistem tersebut adalah konstan, nilai yang telah ditentukan sebelumnya: x (t) = const.
Sistem stabilisasi otomatis dapat diimplementasikan berdasarkan prinsip regulasi astatik dan statis. Untuk lebih jelasnya lihat di sini: Regulasi astatik dan statis.
Sistem penjejakan YA Sistem kontrol otomatis mencakup sistem di mana reproduksi nilai masukan yang berubah-ubah menurut hukum arbitrer dilakukan pada keluaran sistem dengan kesalahan yang dapat diterima.
Hukum reproduksi untuk sistem pelacakan dapat ditulis dalam bentuk berikut: y = x atau y = kx,
di mana x adalah kuantitas input arbitrer yang bergantung pada waktu atau parameter lain dan biasanya tidak diketahui sebelumnya, k adalah faktor skala.
Dalam sistem servo, terminologi yang digunakan berbeda dari terminologi yang digunakan dalam sistem kontrol: alih-alih «regulasi» mereka mengatakan «pelacakan», «akhir proses» — «pekerjaan», «nilai input» — «nilai terdepan» , «nilai keluaran» — «nilai bawahan».
Dalam gambar. 1a menunjukkan contoh diagram blok dari sistem servo.
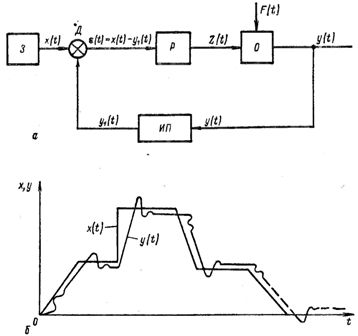
Beras. 1. Diagram blok (a) dan diagram (b) perubahan perpindahan sudut input dan output sistem servo: 3 — elemen penggerak, D — sensor misalignment, P — pengontrol, O — objek, MT — pengukuran dan elemen konversi.
Elemen utama dari sistem pelacakan adalah sensor perbedaan D, yang menentukan perbedaan (kesalahan) antara nilai slave dan master. Nilai slave y diukur dengan elemen pengubah pengukur MF dan dibawa ke level nilai master x.
Sensor perbedaan D menetapkan nilai perbedaan antara nilai master x yang berasal dari elemen master 3 dan nilai slave y dan mengirimkan sinyal ke pengontrol P, yang menghasilkan aksi pengatur Z (t) pada objek. Regulator berupaya mengurangi ketidakcocokan yang dihasilkan menjadi nol. Penyimpangan nilai budak dari titik setel master mengikuti.
Dalam gambar. 1, b menunjukkan diagram perkiraan perubahan nilai master x dan slave y dari sistem pelacakan.
Sistem otomatis yang membuat variabel terkontrol y menurut hukum tertentu yang telah ditentukan sebelumnya disebut sistem kontrol perangkat lunak.
Hukum reproduksi sistem perangkat lunak dapat dinyatakan dengan persamaan
y = x (T),
di mana x (T) adalah fungsi waktu yang ditetapkan (dikenal sebelumnya) yang harus direproduksi oleh sistem.
Dalam sistem seperti itu, diperlukan perangkat khusus - detektor untuk mengubah nilai pengaturan x (t) sesuai dengan hukum tertentu yang disyaratkan.

Berdasarkan sifat algoritme kontrol, sistem otomatis dibagi menjadi sistem otomatis dengan loop aksi terbuka (loop kontrol terbuka) dan sistem otomatis dengan loop aksi tertutup (loop kontrol tertutup).
Sistem auto-adaptive dibagi menjadi sistem self-adaptive atau self-adjusting dan sistem non-self-adjusting. Perlu dicatat bahwa sistem adaptif diri mewakili jenis sistem baru dan tidak semua konsep sistem jenis ini sepenuhnya terbentuk, oleh karena itu dalam buku teks yang berbeda mereka memiliki nama yang berbeda,
Semua pabrik manufaktur harus beroperasi secara optimal dalam hal konsumsi energi, produktivitas dan kualitas operasi manufaktur.

Saat mengotomatiskan pabrik semacam itu, perlu ada perangkat khusus yang dapat menyediakan pengaturan otomatis pabrik produksi untuk bekerja dalam mode optimal. Perangkat khusus semacam itu disebut sistem penyetelan otomatis, atau sistem kontrol penyetelan sendiri.
Sistem ini secara otomatis mengadaptasi unit produksi untuk mengubah kondisi operasi, mis. untuk mengubah karakteristik objek yang dikelola (perubahan gangguan), dan membuatnya bekerja dalam mode optimal; oleh karena itu, sistem penyetelan otomatis sering disebut sistem kontrol optimal, atau ekstrim.
Penggunaan sistem semacam itu memungkinkan untuk meningkatkan produktivitas pabrik, meningkatkan kualitas produk, mengurangi biaya tenaga kerja per unit produksi, dll. Di masa mendatang, banyak penginstalan otomatis akan memiliki sistem penyiapan otomatis.