Peralatan listrik untuk penggergajian kayu
 Di penggergajian kayu, peralatan utama untuk memotong kayu bulat menjadi papan, balok dan bermacam-macam lainnya adalah peralatan utama penggergajian kayu.
Di penggergajian kayu, peralatan utama untuk memotong kayu bulat menjadi papan, balok dan bermacam-macam lainnya adalah peralatan utama penggergajian kayu.
Gergaji adalah mesin multi-gergaji dengan gergaji yang direntangkan dalam rangka yang kaku. Penggergajian vertikal diproduksi di dek tunggal dan ganda, bukaan sempit dan lebar, dengan joging dan pakan terus menerus. Rangka penggergajian terbaru memiliki antara tiga dan enam motor listrik. Kecepatan putaran poros engkol — dari 200 hingga 600 mnt–1, penggerak dilakukan oleh motor asinkron dengan rotor belitan, dan terkadang oleh motor rotor sangkar-tupai.
Pada rangka gergaji (Gbr. 1), batang kayu dengan panjang 3,2–9 m dan diameter 65 cm dipotong pada potongan dahi. Rangka besi tuang rangka terdiri dari dua kaki dan dinding samping yang dihubungkan satu sama lain dengan sambungan melintang.
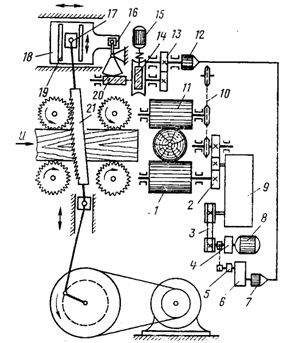
Beras. 1. Diagram kinematis kerangka penggergajian kayu
Rangka sawmill dipasang pada pelat dasar. Poros engkol dengan dua roda gila dan katrol penggerak berputar dalam dua bantalan utama yang dipasang di atas pelat.Batang penghubung balok-I dihubungkan dengan kepala bawah ke pin poros engkol melalui bantalan rol, dan kepala atas dihubungkan ke pin melalui anggota silang bawah rangka gergaji melalui bantalan jarum.
Anggota silang bawah dan atas dari rangka gergaji dihubungkan oleh penopang tubular bundar. Penggeser textolite dengan pin pada anggota silang bingkai gergaji dihubungkan oleh bantalan rol tirus.
Desain rangka gergaji memungkinkan penggunaan tensioner hidrolik. Dari delapan pemandunya, empat prismatik dan empat datar, yang dipasang berpasangan pada pelat besi tuang yang dipasang di tempat tidur. Pelat pemandu atas dipasang pada slide dan digerakkan oleh mekanisme kemiringan bingkai gergaji, tergantung pada ukuran plot Δ.
Penggerak individual dari mekanisme pengumpanan empat rol, yang terdiri dari penggerak thyristor, memastikan penyesuaian kecepatan pengumpanan log yang mulus. Torsi ditransmisikan ke rol bawah 1 dari mesin 8 melalui elektromagnet, kopling elektromagnetik 4, transmisi sabuk 3, kotak roda gigi 9, dan roda gigi 2. Rol atas 11 berputar melalui rantai rol 10.
Ukuran parsel disesuaikan dengan mengubah geser kopling elektromagnetik 4, dilakukan dengan memutar kenop regulator sentrifugal 5. Untuk tujuan ini, operator menyalakan motor servo 15, memutar kenop ke sudut yang sesuai, rotasi dilakukan oleh worm gear 14, gear 13, sensor selsyn 12, penerima selsyn 7 dan peredam 6.Dengan mengubah ruangan Δ secara bersamaan melalui roda gigi cacing 20 dan tuas 16, pelat 18 bergerak dalam bidang horizontal dengan pemandu 19 dari slide atas 17 bingkai gergaji dan kemiringan gergaji 21 berubah.
Diagram rangkaian skema kerangka penggergajian kayu 2P80 ditunjukkan pada gambar. 2. Peralatan listriknya terdiri dari motor asinkron penggerak poros utama 125 kW M1, penggerak mekanisme kemiringan rangka gergaji motor M2, motor stasiun hidrolik MZ, motor pompa pelumasan M4 dan sistem kontrol otomatis , berdasarkan penggerak thyristor dengan motor DC M5.
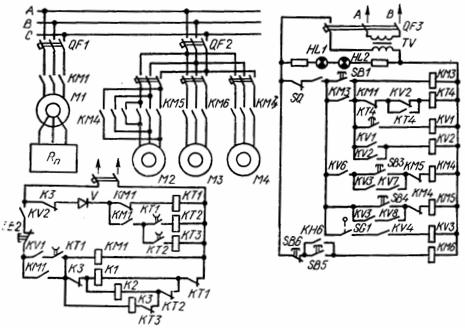
Beras. 2. Diagram skema kelistrikan rangka penggergajian kayu 2P80
Perlindungan motor arus maksimum disediakan oleh sakelar otomatis: QF1 — motor M1, QF2 — motor M2, MZ, M4 dan QF3 — sirkuit kontrol... Saat QF3 dihidupkan, lampu peringatan HL1 dan HL2 menyala. Motor poros utama M1 dihidupkan menggunakan kontaktor linier KM1, dan motor penggerak motor umpan M5 dihidupkan menggunakan kontaktor KM2.
Sirkuit kontrol listrik meliputi: sirkuit daya (motor penggerak); rangkaian kontrol relai-kontaktor dan rangkaian sistem kontrol otomatis berbasis penggerak DC thyristor. Untuk menyalakan start penggerak rangka gergaji saat gerbang atas terbuka, poros utama dan strip pengaman V-belt dilepas, dan saat rangka gergaji berhenti, sakelar batas digunakan (yang bloknya ditunjukkan pada Gbr. 2 dengan huruf SQ).
Pengasutan motor M1 dengan rotor belitan dilakukan sebagai fungsi waktu dengan secara berurutan menutup relai percepatan KT1, KT2 dan KT3, yang dengan penundaan waktu tertentu secara bertahap menghasilkan tiga tahap rheostat awal Rp menggunakan kontaktor K1, K2 dan K3.
Menekan tombol start SB1 (lihat Gbr. 2) menyalakan koil kontaktor KM3, yang menutup kontak daya KM3 motor M4 pompa oli, kontak penutup KM3 melewati tombol SB1.
Motor gerak utama M1 dihidupkan ketika kontak KV1 dari relai perantara KV1 ditutup. Kumparan relai ini menerima daya melalui kontak KT4 relai waktu KT4, yang bila tertutup akan menutup dengan penundaan. Oleh karena itu, relai KT4 memberikan penundaan antara start motor M4 dan M1.
Saat relai KV1 dihidupkan, relai KV2 menyala secara bersamaan, kontak penutup yang KV2 memberi energi pada koil kontaktor KM1. Kumparan KM1, setelah menerima daya, menyalakan kontak utama KM1 dari rangkaian daya motor M1, dan rotor motor akan mulai berputar ketika rheostat awal disetel sepenuhnya. Setelah kontaktor akselerasi K1, K2 dan K3 bekerja dengan deselerasi, rotor motor akan berputar dengan kecepatan maksimum.
Ketika start motor M1 selesai, kontak pembuka K3 akan secara bersamaan memutus sirkuit suplai kontaktor K1 dan K2, dan kontak K3 di sirkuit starter motor pengumpan M5 akan menutup dan mempersiapkannya untuk start. Motor dihentikan dengan menekan tombol SB2.
Sistem hidraulik menyediakan penaikan dan penurunan pintu depan dan belakang, pada selubung las tempat rol umpan atas dipasang.Gerbang diangkat ke posisi atas dengan silinder hidrolik yang digerakkan oleh stasiun hidrolik. Penggerak stasiun hidrolik disediakan oleh motor M3, yang dihidupkan dengan menekan sebuah tombol, sedangkan koil KM6 dari starter diberi energi, yang menutup kontak utama KM6.
Kemiringan rangka gergaji dapat dikontrol secara manual (dengan menekan tombol SB3 dan SB4) atau secara otomatis. Dengan kontrol otomatis belitan KM4 dari starter KM4 ("lebih") dan KM5 dari starter KM5 ("kurang"), mereka menerima daya melalui relai KV3, yang menyala saat sakelar mode berada di posisi "Otomatis". , yaitu saat kontak SQ1 ditutup.
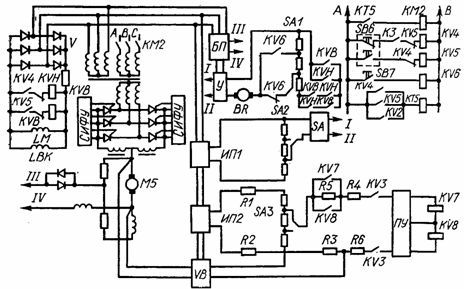
Catu daya thyristor terdiri dari motor DC M5 dan konverter thyristor. Konverter thyristor (Gbr. 9.2, c) dihidupkan oleh starter KM2, melalui kontak KV3, koil yang menerima daya ketika kontak relai waktu KT5, yang ada di sirkuitnya, ditutup. Timing relay KT5 akan diberi energi saat kumparan KV4 (gerakan maju) atau KV5 (gerakan mundur) diberi energi.
Jika batang kayu tersangkut saat memotong, batang tersebut ditarik kembali dengan membalikkan mesin. Memulai motor pengumpan tidak dimungkinkan tanpa motor M1 berjalan. Ini dipastikan dengan masuknya kontak K3 di sirkuit suplai KV4, yang menutup setelah akhir start motor M1. Saat starter KM2 dihidupkan, konverter dan belitan medan LM motor diberi energi.
Jika register macet, menekan tombol SB6 akan mematikan relai KV4 dan KVB dan relai KV5 dan KVH akan hidup.Dalam hal ini, relai KVH menutup kontaknya di sirkuit catu penguat U, yang termasuk dalam konverter thyristor, akibatnya polaritas tegangan pada keluaran konverter berubah dan motor mengubah arah rotasi.

Stabilitas kecepatan rotasi saat beban berubah dipastikan dengan umpan balik negatif, yang diimplementasikan oleh tachogenerator BR dengan koil eksitasi LBL. BR angker terhubung ke input penguat V. Transien dipaksa oleh penggunaan pengereman regeneratif di rangkaian konverter thyristor.
Laju umpan disesuaikan secara manual dan otomatis. Untuk ini, sakelar SA disetel. Dalam pengaturan laju umpan manual, pengatur laju dihubungkan ke amplifier U melalui sirkuit I dan II. Pengontrol kecepatan SA1 — SA3 adalah sakelar ke panel yang dihubungkan dengan resistor MLT.
Memindahkan kontak bergerak SA1 mengubah sinyal kontrol yang memasuki sistem kontrol fase-pulsa (SPPC) melalui amplifier PU, yang mengubah sudut tembak thyristor yang dihubungkan oleh rangkaian penyearah jembatan, yang karenanya kecepatan motor M5 berubah.
Untuk menyesuaikan kecepatan mesin M5 secara otomatis melalui sakelar SA, SA1 dilepas dari blok amplifier Y dan dihubungkan ke amplifier Y SA2 — sensor diameter jurnal. Dalam hal ini, SA1 mulai menerima daya dari SA2, yang merupakan potensiometer yang terhubung ke catu daya penstabil IP1 dan diputar oleh mekanisme peralihan daya.
Ketika diameter jurnal berubah, penggeser potensiometer SA2 bergerak dan nilai tegangan kontrol yang diterapkan pada SA1 berubah, oleh karena itu laju umpan berubah dengan perubahan diameter jurnal. Nilai kecepatan harus sesuai dengan kemiringan rangka gergaji, kecepatan dikontrol dengan mengalihkan SA3.
Sensor kemiringan bingkai gergaji SA3 terhubung ke catu daya stabil IP2 melalui resistor R1 dan R2. Hasilnya adalah tegangan yang sebanding dengan sudut kemiringan bingkai gergaji. Tegangan ini dibandingkan dengan tegangan motor M5, sebanding dengan kecepatan, diambil dari angker motor dan diumpankan ke resistor R3 melalui blok penyearah VB, dikurangi dari tegangan keluaran sensor kemiringan rangka gergaji.
Dengan motor terbalik, blok VB mempertahankan polaritas referensi konstan. Sinyal ketidakcocokan diumpankan ke input penguat perantara PU melalui resistor R4 — R6 dan kontak penutup KV3 (ditutup selama penyetelan otomatis). Sinyal diperkuat dan diumpankan ke keluaran PU, yang dihubungkan dengan relai KV7 dan KV8. Mereka dipicu tergantung pada polaritas sinyal input kesalahan.
Jadi, ketika laju umpan meningkat, tegangan yang dilepas dari motor meningkat dan nilai ketidakcocokan menjadi negatif. Dalam hal ini, hubungan antara laju pemakanan dan kemiringan rangka gergaji terputus. Sinyal keluaran yang diperkuat dari amplifier PU termasuk relai KV7, kontak penutupnya termasuk koil KM4.
Kontak penutup KM4 memutar motor M2 "maju" — meningkatkan kemiringan rangka gergaji.Pada saat yang sama, tegangan keluaran pada SA3 dinaikkan dengan menggerakkan penggeser potensiometer. Sinyal deviasi mulai berkurang menjadi nol, setelah itu peningkatan kemiringan bingkai gergaji berhenti. Ini mempertahankan kecocokan antara laju umpan dan sudut bingkai gergaji.
Proses kontrol berlangsung dengan cara yang sama dengan penurunan laju umpan, tetapi sinyal kesalahan dalam hal ini bertanda positif. Ini menyebabkan relai KV8 menyala, serta KM5 dan motor M2 mundur. Saat laju pemakanan menurun, kemiringan bingkai gergaji juga berkurang. Selama regulasi, kontak drive KV7 dan KV8 melewati resistansi R5, yang memungkinkan untuk memaksa proses.
Pada awal pemotongan, kecepatan potong harus sama dengan tidak lebih dari 30% dari kecepatan umpan kerja. Ini dilakukan dengan cara berikut. Dengan menekan tombol SB7, relai KV6 diberi energi, yang kontaknya dialihkan ke output SA1, sehingga tegangan kontrol kecil disuplai melalui kontak penutup KV6 ke input konverter thyristor, yang menghasilkan kecepatan potong rendah .
Setelah pengumpanan berakhir, tombol SB7 dimatikan dan perangkat masuk mode kerja Gangguan sistem kontrol otomatis untuk kemiringan rangka gergaji selama pengumpanan disediakan dengan menghubungkan kontak penutup KV6 ke sirkuit suplai koil starter KM4 dan KM5.