Skema untuk otomatisasi mekanisme transportasi berkelanjutan
 Tujuan otomatisasi mekanisme pengangkutan berkelanjutan adalah untuk meningkatkan produktivitas dan keandalannya. Persyaratan untuk tingkat otomatisasi mekanisme ini ditentukan terutama oleh sifat fungsi yang dijalankannya.
Tujuan otomatisasi mekanisme pengangkutan berkelanjutan adalah untuk meningkatkan produktivitas dan keandalannya. Persyaratan untuk tingkat otomatisasi mekanisme ini ditentukan terutama oleh sifat fungsi yang dijalankannya.
Eskalator, lift penumpang multi-kabin, dan kereta gantung penumpang melingkar melakukan fungsi independen, oleh karena itu otomatisasi mekanisme ini terutama direduksi menjadi start dan stop otomatis dari penggerak listrik dengan batasan akselerasi dan gerakan tiba-tiba dan memberikan perlindungan dan interlock yang diperlukan. menjamin keselamatan penumpang. Perlu dicatat bahwa untuk instalasi yang mengangkut orang, diperlukan kehadiran orang yang mengontrol pengoperasian instalasi. Oleh karena itu, beberapa fungsi kontrol dapat diberikan kepada operator, yang menyederhanakan sirkuit dan meningkatkan keandalan operasinya.
Untuk konveyor yang menjalankan sebagian fungsi dalam proses produksi teknologi umum, otomasi berada di bawah tugas otomasi kompleks produksi ini. Instalasi konveyor yang termasuk dalam kompleks teknologi dapat menjadi sistem transportasi aliran yang kompleks dengan panjang yang sangat panjang. Manajemen dan kontrol kesehatan peralatan mekanik dan listrik terkonsentrasi di ruang kontrol, di mana operator memantau pengoperasian konveyor dengan bantuan papan lampu, skema mnemonik, dan alarm yang dapat didengar. Untuk tujuan operasional, untuk perbaikan, perombakan, dan penyesuaian jalur konveyor individu, selain yang terpusat, kontrol lokal juga disediakan dari konsol yang terletak langsung di dalam batas stasiun penggerak.
Elemen sirkuit kontrol konveyor yang terletak di panel kontrol lokal ditunjukkan pada gambar. 1. Dengan kontrol terpusat dari ruang kontrol, menghidupkan dan mematikan kontaktor awal dari kotak roda gigi dilakukan masing-masing menggunakan relai RUV dan OBO. Saat sakelar PR dipindahkan ke posisi MU (kontrol lokal), stasiun penggerak dapat dinyalakan dan dimatikan secara terpisah menggunakan tombol «Aktif». Dan «Matikan». Sakelar PU memungkinkan dengan melepaskan perangkat dari remote control untuk terhubung ke kantor pengiriman melalui telepon TF.
Dalam kasus umum, tergantung pada sifat proses teknologinya, sistem otomasi kompleks jalur konveyor suatu perusahaan industri harus bekerja dengan menghidupkan dan mematikan berbagai konveyor dalam urutan tertentu sesuai dengan proses produksi; memastikan kecepatan pengangkutan barang yang diperlukan dan, jika perlu, mengoordinasikan nilai kecepatan konveyor yang berbeda, serta pemblokiran teknologi dan darurat peralatan.
Kerusakan pada peralatan dapat menyebabkan terganggunya seluruh proses teknologi (konveyor) atau bahaya bagi kehidupan manusia (jalur tali, eskalator). Oleh karena itu, sejumlah besar interlock pengaman digunakan dalam skema otomasi instalasi ini. Yang paling khas dari mereka, karena kekhasan pengoperasian mekanisme ini, melakukan fungsi-fungsi berikut:
1. Memantau kondisi baik elemen traksi (sabuk, tali, rantai) dan menghentikan pemasangan jika terjadi peregangan berlebihan pada elemen traksi, tegangan lemah, lepas dari rol pemandu, drum dan rol defleksi;
2. menghentikan pemasangan saat kecepatan meningkat secara berlebihan;
3. menghentikan instalasi jika start-up berkepanjangan,
4. pencegahan penyumbatan hopper perangkat pemuatan kargo;
5. memastikan urutan yang diperlukan untuk memulai dan menghentikan mekanisme kompleks teknologi.
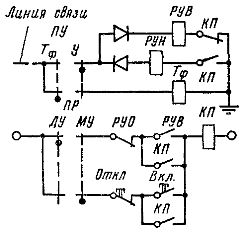
Beras. 1. Kontrol elemen sirkuit untuk memulai dan menghentikan konveyor pada panel kontrol lokal.
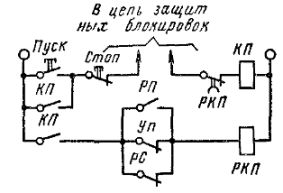
Beras. 2. Skema unit kontrol untuk memulai konveyor.
Dua perlindungan pertama disediakan oleh sakelar batas dan relai kecepatan.Perlu diingat bahwa karena kemungkinan selip tali atau sabuk katrol penggerak atau drum, kecepatan mesin belum mencirikan kecepatan elemen traksi, oleh karena itu sensor kecepatan harus merekam pergerakan elemen traksi . Untuk melakukan ini, mereka dipasang pada roller pendukung untuk konveyor (biasanya pada cabang idle terbalik) atau pada roller lepas landas untuk kereta gantung.
Sebagai sensor kecepatan, sensor induksi non-kontak banyak digunakan, di mana rotor yang berputar - magnet permanen menciptakan EMF yang sebanding dengan kecepatan dalam belitan stator stasioner. Jika elemen penarik putus, relai kecepatan memberi sinyal untuk mematikan penggerak listrik. Dalam mekanisme pengangkutan orang (misalnya, kereta gantung), perangkat keselamatan juga disertakan yang mencegah mobil berakselerasi ke bawah. Perlindungan kecepatan berlebih bekerja dengan cara yang serupa dan diimplementasikan dengan relai tipe sentrifugal.
Karena massa inersia yang besar dan beban statis, peluncuran konveyor memakan waktu lama dan disertai dengan pemanasan mesin yang signifikan. Overload konveyor, voltase rendah, beberapa jenis malfungsi pada peralatan mekanik dan listrik dapat menyebabkan penundaan tambahan dalam proses penyalaan dan, akibatnya, peningkatan suhu mesin yang tidak dapat diterima.
Selain itu, konveyor sabuk atau tali yang kelebihan muatan dapat menyebabkan elemen traksi tergelincir pada elemen penggerak.Pada saat yang sama, proses penyalaan mesin yang selesai tidak membawa konveyor ke kecepatan operasi, dan selip yang berkepanjangan menyebabkan kerusakan pada elemen traksi, oleh karena itu, dalam semua kasus penyalaan konveyor secara terus menerus selama waktu yang direncanakan, perangkat harus dimatikan. Ini dilakukan secara otomatis menggunakan unit kontrol peluncuran (Gbr. 2).
Kontaktor start gearbox mencakup sirkuit daya motor serta relai kontrol start RCP, yang waktu responsnya sedikit melebihi waktu start normal. Pada akhir proses penyalaan, rangkaian RCP diputus oleh kontaktor kontaktor dari tahap terakhir percepatan Yn, asalkan arus motor telah turun ke nilai yang dihitung dan relai kelebihan beban RP dimatikan; elemen traksi telah memperoleh kecepatan operasi dan kontak terbuka relai kecepatan komputer telah terbuka.
Ketika sirkuit catu relai RKP dimatikan, waktu berhenti dan kontaknya di sirkuit KP tetap tertutup. Pada start terus-menerus, rangkaian daya RCP tetap hidup melalui kontak RP saat motor kelebihan beban atau melalui kontak PC saat elemen penggerak tergelincir. Setelah waktu tunda RCP berakhir, RCP beroperasi, menutup kontaktor dan start dihentikan.
Untuk menghindari penyumbatan perangkat reload di konveyor sabuk multi-bagian, diperlukan urutan tertentu untuk menghidupkan dan mematikan motornya. Saat pengaktifan, bagian konveyor dinyalakan secara berurutan, mulai dari ujung pelepasan, dengan urutan yang berlawanan dengan arah aliran beban.Saat berhenti, bagian konveyor dimatikan dengan urutan bagian searah dengan aliran beban, mulai dari bagian head loading.
Mengaktifkan motor secara bergantian memungkinkan untuk secara bersamaan mengurangi arus start di jaringan suplai Direkomendasikan untuk melakukan start alternatif jalur konveyor tergantung pada kecepatan elemen traksi. Ini memastikan bahwa setiap bagian berikutnya menyala setelah yang sebelumnya mencapai tingkat kecepatan pengoperasian. Penghentian konveyor, asalkan semua bagian dibongkar sepenuhnya dan pemblokiran wadah muat ulang, dilakukan sesuai dengan prinsip waktu. Dalam hal ini, pemuatan bagian kepala dihentikan terlebih dahulu dan penundaan waktu untuk mematikan bagian secara bergantian sesuai dengan durasi yang diperlukan untuk pembongkaran lengkap setiap bagian. Jika selama operasi salah satu jalur terputus, maka semua jalur yang mendahului aliran beban harus diputuskan satu per satu.
Diagram kontrol skematis yang menyediakan operasi yang ditunjukkan untuk tiga jalur konveyor ditunjukkan pada Gambar. 3. Penyalaan konveyor dilakukan dari panel kontrol pusat melalui sakelar universal UP, asalkan sirkuit pelindung relai siap start RGP ditutup. Dalam hal ini, sebagai berikut dari diagram, kontaktor start mesin bagian ekor KP3 dihidupkan terlebih dahulu. Motor bagian kedua akan mulai setelah kecepatan bagian ketiga mencapai nilai operasi dan relai kecepatan PC3 diaktifkan.
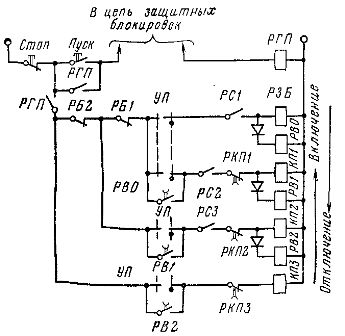
Beras. 3. Skema kontrol start alternatif dari konveyor sabuk multi-bagian.
Motor bagian beban akan mulai setelah akhir bagian kedua saat relai kecepatan PC2 diaktifkan dan KP1 diberi energi. Akhirnya, relai hopper pemuatan RZB menyala, memberikan perintah untuk memuat konveyor.
Mematikan mesin dengan bantuan UE terjadi dalam urutan terbalik, tetapi sekarang sebagai fungsi waktu. Pertama, RZB dimatikan dengan memerintahkan hopper pemuatan untuk menutup. Kemudian, setelah waktu tunda, relai PB0, PB1 dan PB2 mematikan KP1, KP2, KPZ dan masing-masing motor.
Skema ini memberikan perlindungan terhadap pemblokiran kontainer yang memuat ulang, yang mematikan bagian pengangkutan yang mendahului gerbong yang meluap, serta gerbong yang memuat, melalui kontak RB1 dan RB2.
Untuk proteksi ini, sensor level material digunakan pada elektroda di hopper (Gbr. 4). Saat elektroda disingkat ke ground oleh material yang diangkut, relai RB yang terhubung ke output penguat sensor EC diberi energi. Sensitivitas sensor yang tinggi (hingga 30 mOhm) memungkinkannya digunakan untuk hampir semua material yang diangkut.
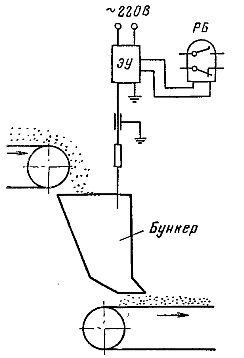
Beras. 4. Sensor elektroda untuk tingkat beban hopper.